
Digital carton packaging seems to be the next big thing to impact on the industry. At drupa in May there were not only prototypes and near-delivery examples of inkjet carton presses, but there was a digital carton finisher. Simon Eccles explores how it works.
Developed by Highcon, an Israeli startup founded in 2009, the Euclid is the first machine in the world to handle cutting and creasing entirely from digital data. The company calls this ‘direct to pack.’ It is intended for short runs and/or fast turnround of cartons up to B1 format with non-standard shapes, where the cost of setting up metal rule cutting and creasing dies would be prohibitive.
Samples on the Highcon drupa stand included these decorative boxes, printed on a Screen Truepress JetSX B2 inkjet press. The laser-cut holes and top shapes were variable.
Highcon’s founders have experience in other Israeli digital print companies, including Indigo, Scitex, NUR Macroprinters and VIM Technologies. The co-founders Aviv Ratzman (CEO) and Miko Zimmer (vice president, R&D) are both ex-Indigo/HP, while UK based Chris Baker, another Indigo veteran, is vice president of sales and business development. This year Nigel Tracey, formerly Bobst’s head of sheetfed sales, was appointed as international sales director, based in Switzerland.
After the print version of this story went to press it was announced that the UK distributor will be Conversion, a new company that is also agent for Scodix, the Israeli maker of digital UV raised-effect varnishing presses. It’s been set up by Mark Nixon, most recently UK sales director at KBA but with extensive previous experience at Scitex UK and DuPont. See full news story here.
The machine can take sheet sizes up to B1 format, which is the standard size for offset carton presses, so it would fit in with established factories’ workflows. Almost all digital carton presses announced so far have been B2 or SRA3+ formats, most of which Euclid can run in landscape orientation. Océ’s InfiniStream will be B1, and Landa is planning a B1 carton press too. With Highcon’s drupa stand being close to HP it was often run with samples from the pre-production Indigo 30000 B2
carton press, as well from some of the other carton presses around the show, including Xerox’s iGen4
Data is taken from standard structural CAD files, the same as for conventional laser forme cutters or plotting tables. Highcon works with Esko, whose packaging software dominates the carton sector.
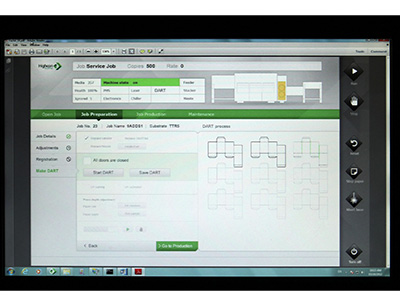
The control screen showing a carton job. Standard packaging files already differentiate between cutting and creasing rules so it’s easy to separate them for use by Euclid.
The price is around $900,000 (approximately £560,000) and deliveries of the first machines are due around the end of this year. Chesapeake, an international packaging group with UK factories, has ordered one of the first, though so far it hasn’t announced which country it will go into. After the print version of this story went to press it was announced that the UK distributor will be Conversion, a new company that is also agent for Scodix, the Israeli company that makes digital UV varnishing presses.
Inside Euclid the creasing and cutting processes are separated, with sheets first passing between a creasing cylinder and an impression cylinder (with a replaceable counter blanket that lasts for about 500,000 impressions), then being transported on a moving belt under the path of three cutting lasers.
The lasers are high powered with advanced optics, which is impressive but not a new idea. The clever bit is the way the transport belt uses needles to scatter and disperse the unwanted laser energy after cutting. But the really major new element is the way that creasing rules are formed on the creasing cylinder from UV-hardened polymer extruded from a digitally controlled head. Highcon calls this process DART – Digital Adhesive Rule Technology.
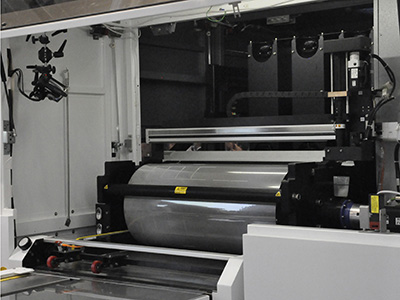
The DART creasing rules can just be seen as bright lines on the cylinder here. They are built up by shaped polymer extrusion and hardened by UV light exposure.
It reckons the cost crossover point with conventional dies would be about 10,000 copies, though it says Euclid’s ‘sweet spot’ for profitability is lower than that. Time savings are considerable. It takes about 20 minutes to create the DART creasing rules (depending on complexity), compared with often several days for a metal rule die to be created and some hours to make it ready on a platen. Lasers don’t need any set-up time. So Euclid plus a digital press could be used for a same-day service.
A conventional rule forme can be stored and re-used for repeat jobs with no waiting time, while DART foil is changed for every job and isn’t reusable. However, it can still take a long time in makeready, whereas Euclid is ready to go as soon as the polymer is hardened.
The first thing that happens when starting a new job is for the operator to attach a new plastic foil onto the creasing cylinder. This is where the DART polymer is built up. Structural data from the carton file is used to guide the extrusion head, which moves from side to side and rotates as the cylinder (which is out of impression) is rotated back and forth beneath it, building up straight lines, curves and diagonals. The polymer is extruded sideways from the head, through a steerable nozzle that forms the profile of the cutting rule. Think of piping decorative icing shapes onto a cake. After the rule extrusion is complete, the cylinder is rotated under UV light, which hardens the polymer.
Then the Euclid is ready to run. It has a conventional B1 sheet feeder. The sheets are first passed between the creasing and impression cylinders, and then through that onto a transport belt that passes it under the laser path. The belt is another innovation. It holds a vast number of upward-facing metal needles, which support the sheet on their tips. After the laser cuts through the board, the intense beam carries through to the other side. It then hits the shafts of multiple needles, which reflect and scatter it downward, dissipating the energy without burning anything. After the sheet is cut it continues out to a delivery stacker. Stripping off the waste has to be done by hand, which isn’t a great problem with short runs.
Euclid is an entirely new concept in carton production so it will be interesting to see who takes it up and what they use it for. While on the face of it a short run cutting and creasing system is an obvious complement to a short run digital carton press, in reality it’s not that simple. It’s easy to predict a market emerging for cartons where the image changes frequently, for individual towns, stores or even personalised chocolate boxes or the like. However, boxes tend to be standard shapes and sizes for sensible reasons to do with automated filling, transport and shelf stacking.
While the Euclid’s lasers create cuts that can change from piece to piece, the creases are fixed for the length of the run, which limits the variability. At drupa Highcon was making decorative boxes with raised cutout flaps on top that could be varied on the run. Highcon’s marketing manager Shelagh Hammer points out that cutout windows could be varied too. ‘In fact laser cutting can be far more complex than steel rules can manage so and you can achieve effects like lace if you want,’ she says.
But is the likely demand for fancy boxes enough to justify spending £500,000+? What’s likely to be more financially attractive is the aspect of fast response: no waiting for dies, no makeready.
Just-in-time ordering with reduced warehousing is already influencing the adoption of digital label printers. Mr Zimmer is confident that Euclid will likewise drive new markets for cartons. ‘We can reduce the ordering cycle time and be more efficient. We think the future may be web to pack!’
Contact: www.highcon.net and www.conversion-uk.com




